
- 查看产品
- 喷砂罐
- 喷砂柜
- 喷砂/抛丸房
- 喷砂房地面回收系统
- 过滤器
- 墙面防护
- 斗式提升机
- 照明系统
- 清理系统
- 清理除尘系统
- 料仓系统
- 喷砂房电控系统
- 压缩空气喷砂
- 集装箱式喷砂房
- 自动喷丸强化设备
- 机柜
- 喷嘴运动机构
- 工件输送与夹持
- 校准与验证
- 磨料回收系统
- 双仓喷丸罐
- 闭环控制
- 喷丸设备电控系统
- 喷丸强化代加工服务
- 喷丸强化配件
- 喷丸介质
- 喷丸喷嘴
- 抛丸设备
- 喷砂/抛丸磨料
- 除尘器
- 工业除湿系统
- 压缩空气喷砂
- 吸尘/抽风单元
- 喷砂防护头盔
- 项目案例
- 喷砂抛丸知识 常见喷砂抛丸方式有哪些? 喷丸强化知识 粗糙度与磨料选择: 技术知识 刚玉磨料喷砂
- 管道内壁喷丸系统
- 气瓶内壁喷砂机
- 小型筒体内壁喷砂机
- 壳体内壁喷丸强化设备
- 大型钢瓶内壁喷砂系统
- 瓶体内壁喷丸机
- 热水器内壁表面处理
- 内孔与筒体内壁喷砂机
需要设备选型建议?
- +86 532 88136558
- +86 13589238091
- © 2026 青岛迪砂机械有限公司 | Disa Blasting. 版权所有。
联系我们
请通过邮箱或联系页提交设备需求,我们会尽快回复。
提交设备询盘
本站为静态页面,暂不使用在线表单。请通过邮箱或联系页提交设备需求,我们会尽快回复。
邮箱:© 2026 青岛迪砂机械有限公司 | Disa Blasting. 版权所有。
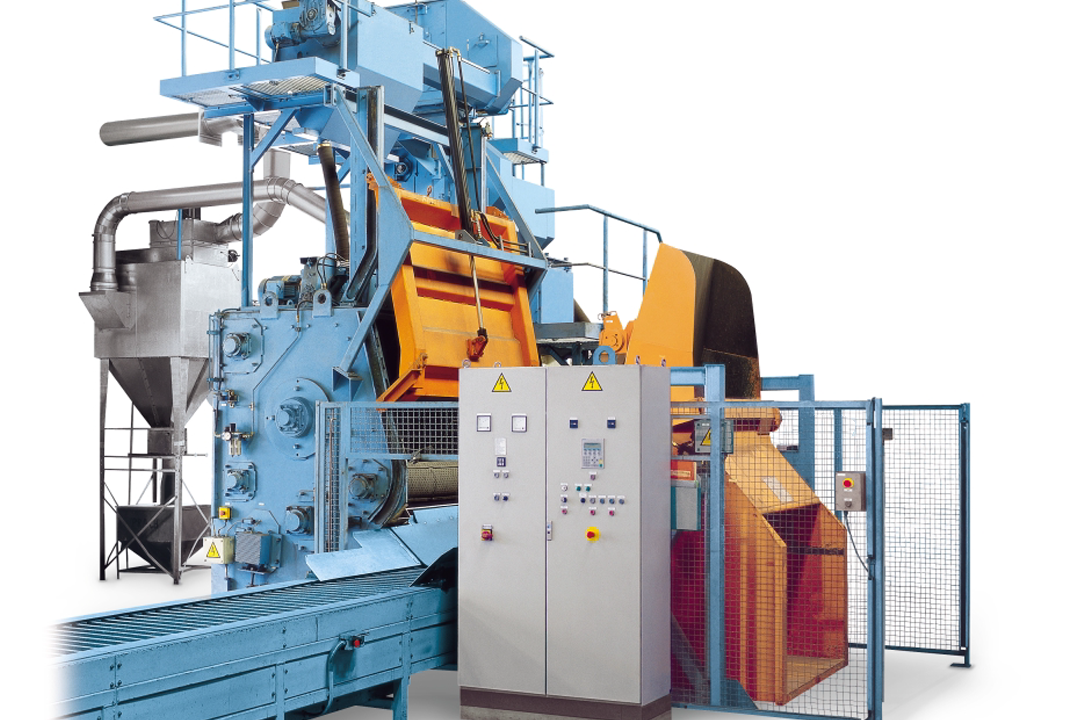
橡胶履带式抛丸机
Disa 橡胶履带式抛丸机在抛丸过程中使工件持续翻滚,使各表面连续受丸,并有助于磨料从凹角和内腔排出。
履带式抛丸机适用于可批量翻滚清理的零件。工件在 C 形橡胶履带内持续翻滚,抛丸器将磨料抛射到工件表面。该类设备强调易操作和易维护,可提高有效生产时间;当工件能够承受翻滚动作时,批量抛丸通常是成本效率较高的处理方式,并可结合多种上下料方案形成不同自动化等级。
以下内容介绍设备结构和配置:
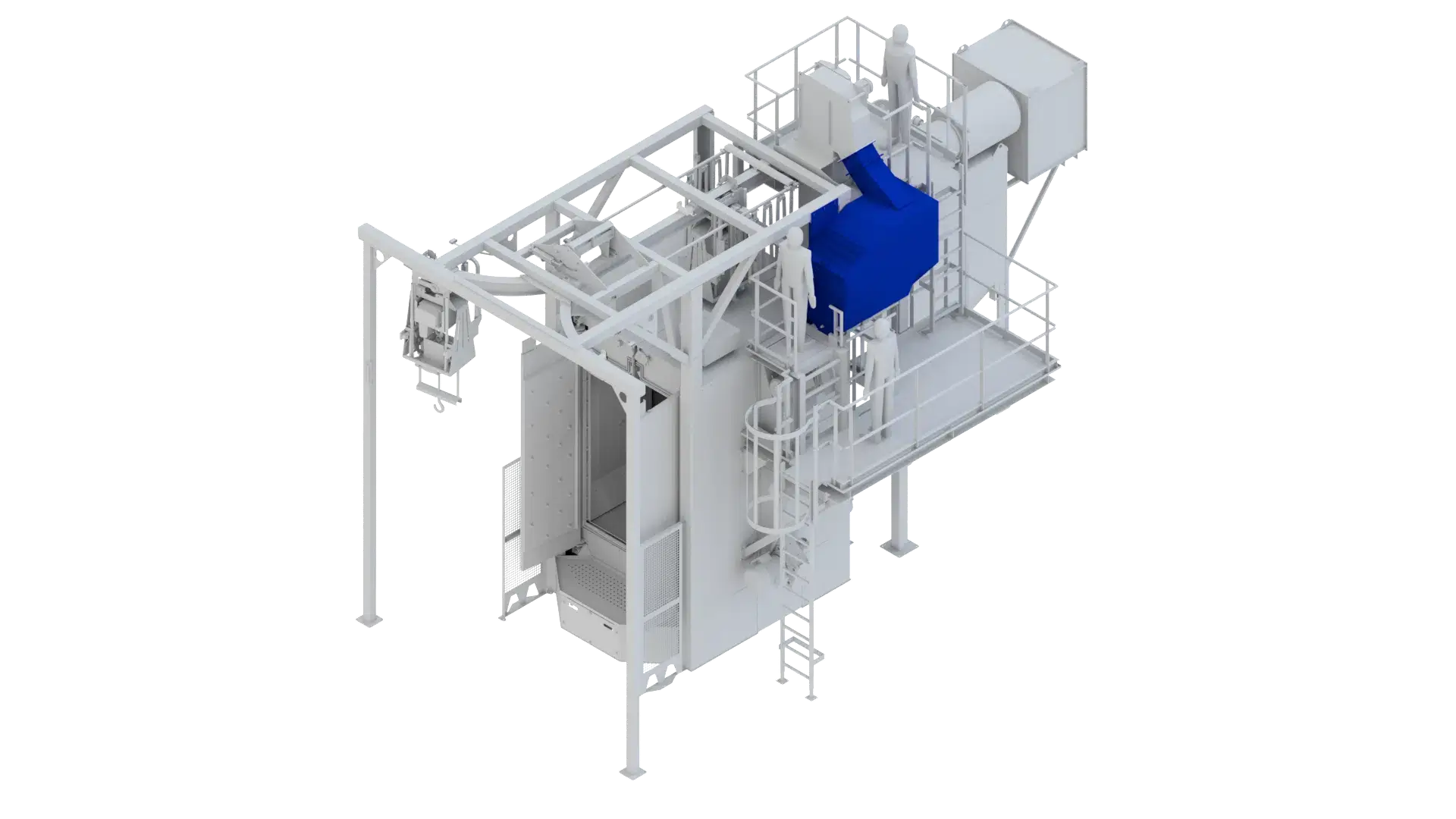
设备概览
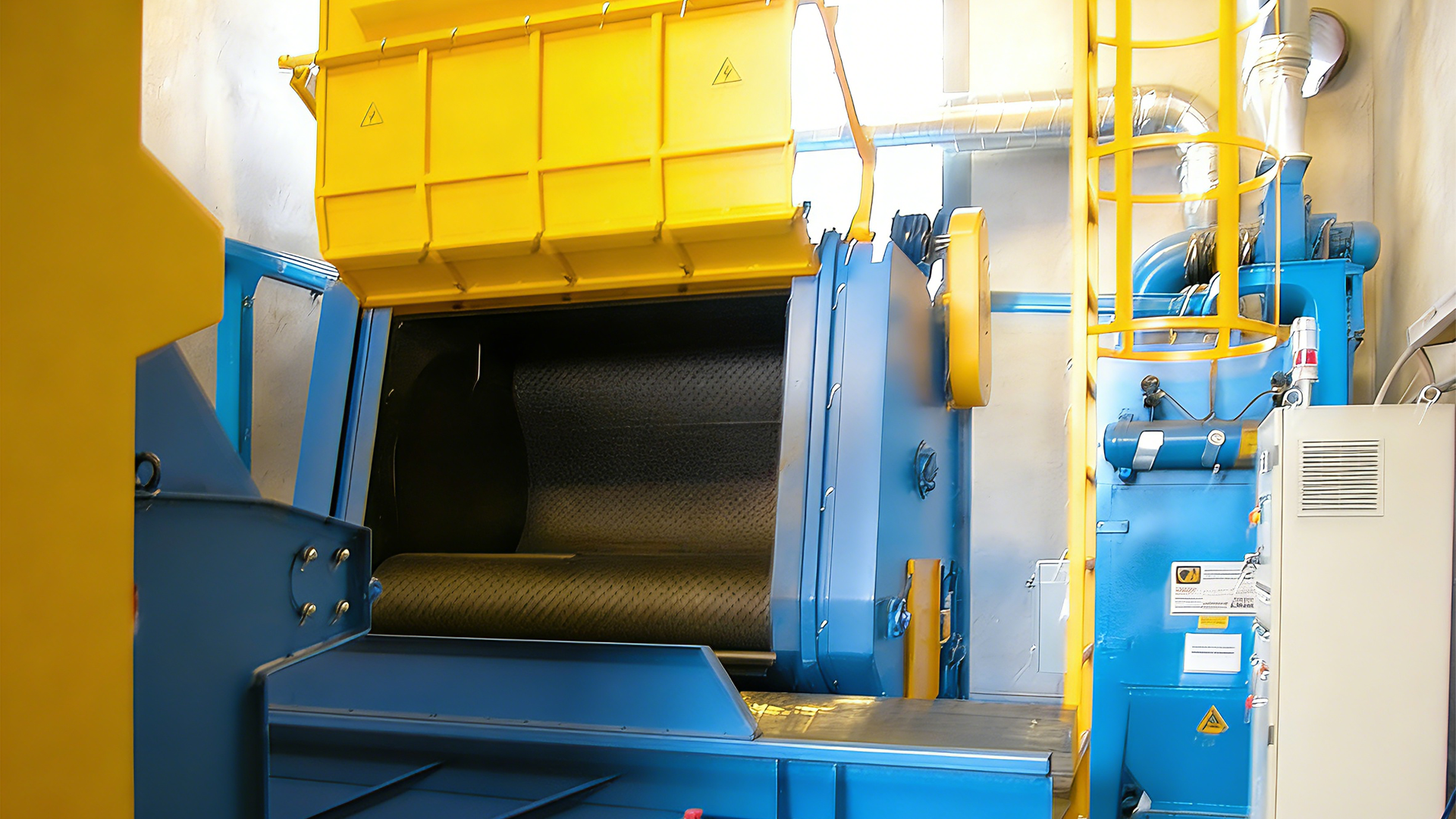
履带式抛丸机配备带孔橡胶履带,工件在履带上翻滚并接受清理。橡胶履带结构可减少敏感工件的破损和碰伤。磨料通过履带孔落入收集料斗,再经清理分离器和斗式提升机进入储料仓;新型磨料分离器可提高磨料洁净度和清理速度,从而保持较高生产效率。
标准橡胶履带式抛丸机组成
设备规格通常由最大可处理工件尺寸决定,包括转台直径和抛丸室内部有效高度。
抛丸室采用焊接钢结构,由壳体、顶部和内部防护件组成。8mm 钢板壳体底部布置螺旋输送机,内部安装履带和传动机构;两端由端盘密封,前部设置悬挂门。内部铺设 δ12 轧制 Mn13 耐磨护板,标准寿命约 3 年;抛丸器安装在顶部以获得较好处理效果。
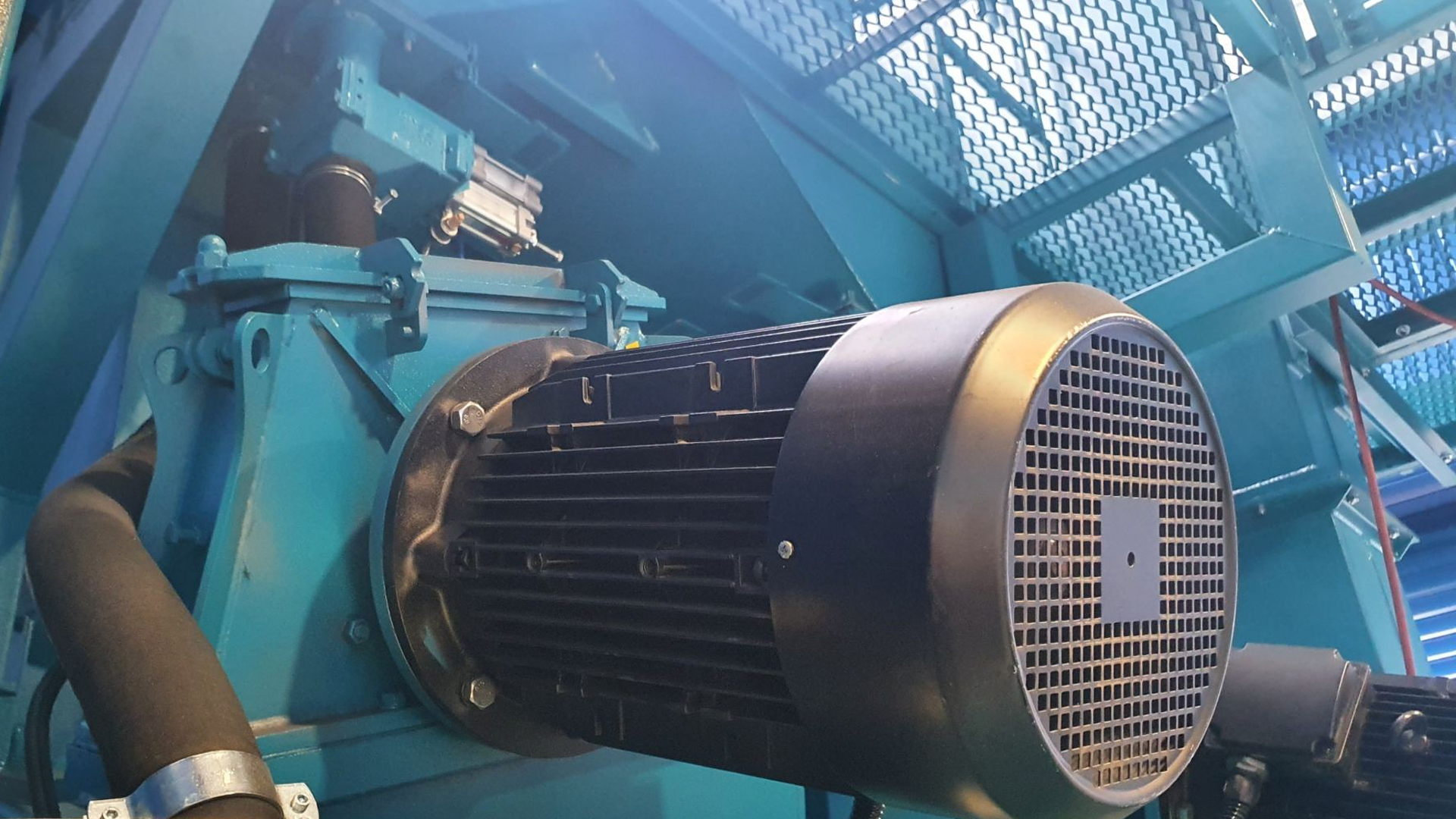
2) 抛丸器
配置双盘抛丸器,以实现高效均匀清理并延长易损件寿命。
抛丸轮通过轴承座与抛丸电机连接,经过精密平衡和特殊硬化处理,硬度可达 55 HRC。叶片采用高钼、高铬材料以延长寿命,定向套和分丸轮同样采用高耐磨材料,衬板采用高锰钢。
3) 翻滚履带室
履带采用高强度耐磨橡胶制造,用于承载工件并使钢丸在翻滚区域内多次反弹,提高抛丸密度。

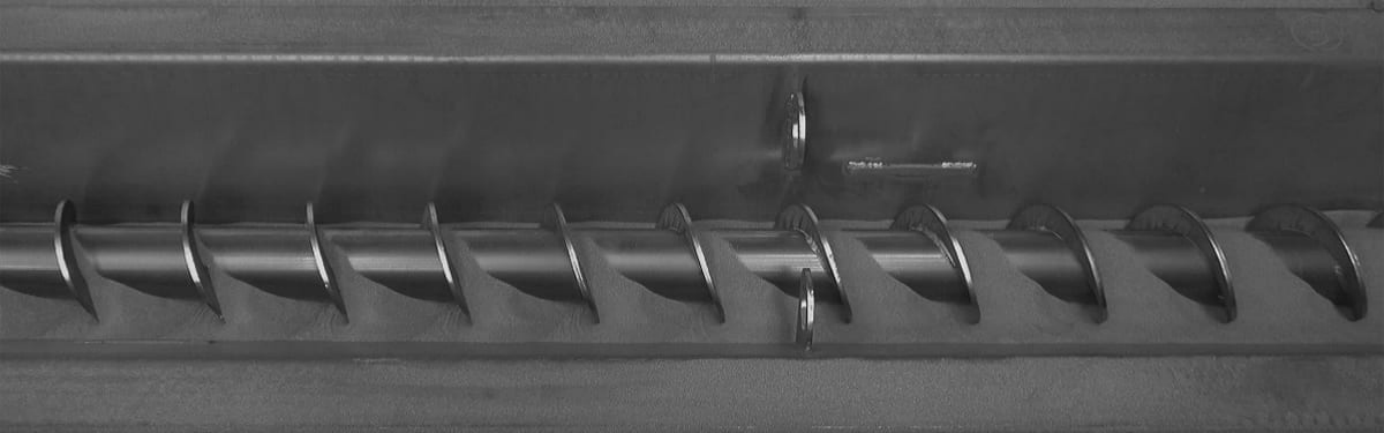
4) 螺旋输送机
螺旋输送机由摆线针轮减速机、螺旋轴、输送壳体和轴承组件组成,用于收集使用后的弹丸并输送至斗式提升机。弹丸循环系统中的螺旋叶片采用 16Mn 耐磨材料制造,以适应连续输送和磨料冲刷工况。
5) 斗式提升机
斗式提升机由摆线针轮减速机、上下皮带轮、输送带、料斗、封闭壳体和张紧装置组成。壳体采用折弯焊接钢结构,侧面设有检修门,便于料斗维护和更换;下部壳体前侧和侧面配置可拆卸面板,便于传动维护和清理弹丸堵塞。

7) 磨料阀
.
8) 履带和驱动系统
履带系统由主动辊、从动辊、支撑辊和环形橡胶履带组成,履带可双向旋转:
正转:用于清理作业
反转:用于卸料作业
检修门关闭后,履带只能正转,并锁定反转动作以防止误操作。
端盘和履带形成半圆形开口槽,便于工件翻滚,并确保抛丸器覆盖充分。端盘采用耐磨材料制造。
耐磨橡胶履带带有小孔,使使用后的钢丸落到底部钢网筛,经筛分后返回钢丸循环系统。
履带配置张紧装置,运行过程中应定期检查并调整张紧度,以保证设备性能。

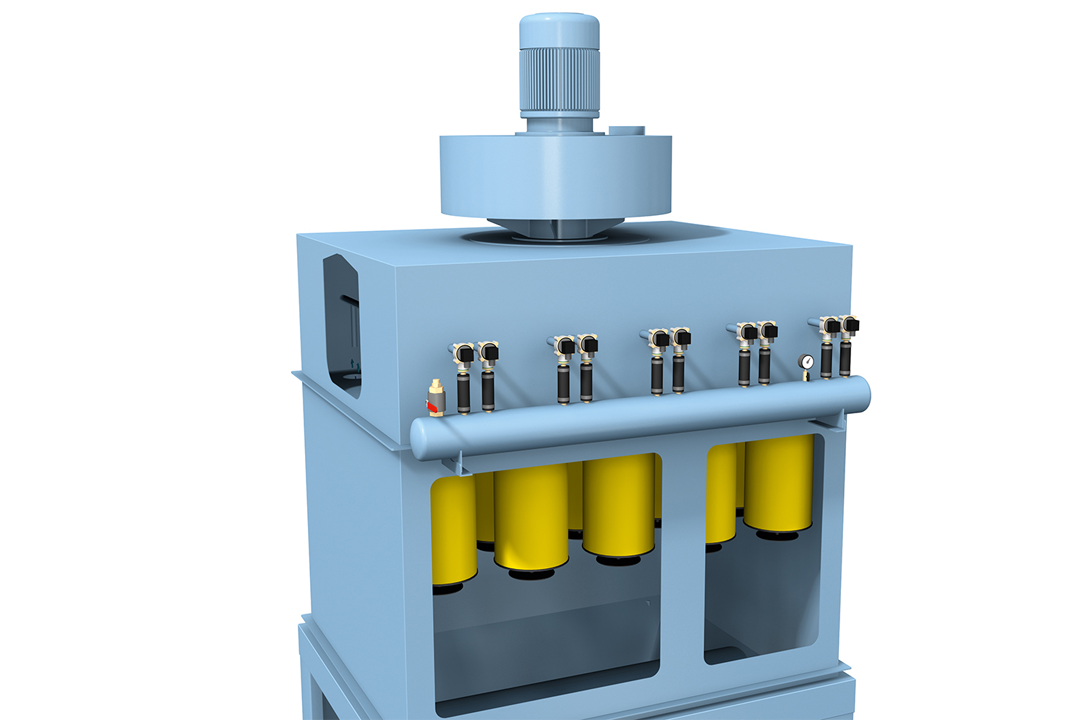
9) 除尘排风系统
除尘排风系统包括除尘器、风机、风管以及除尘器与主机之间的连接管路。
设备采用脉冲布袋除尘器,除尘效率可达 99.5% 以上,废气排放 ≤100mg/m³,满足 GB16297-96《大气污染物综合排放标准》。除尘布袋采用针刺毡精密缝制,可拆卸清理并重复使用,支持脉冲反吹清灰。
10) 电控柜
所有电气元件选用 Schneider、Siemens 等知名品牌。主门与抛丸机联锁,主门打开时设备不能运行;抛丸机与供丸闸门联锁,抛丸器未启动时供丸闸门不能开启。系统还设置电流显示、弹丸流量调节和必要的安全联锁,便于操作人员监控设备状态。

Disa 橡胶履带式抛丸机适用于中小型工件的高效可靠清理。根据型号不同,设备装载重量范围约为 180 kg 至 1360 kg。设备可根据工件重量、尺寸、体积和数量采用手动、机械或自动上料方式。工件在抛丸室内连续翻滚混合,抛丸室配有橡胶履带和两侧高耐磨材料圆盘;履带上的专用提升结构可使工件柔和翻滚,使各表面充分暴露并接受抛丸处理。混有毛刺、氧化皮或型砂的磨料经履带孔排出,再由斗式提升机输送至分离器;分离器去除杂质后,磨料返回储料仓循环使用。
根据待处理工件的重量、尺寸、体积和数量,设备可采用手动、机械或自动上料方式。工件在抛丸室内连续翻滚混合,抛丸室配有橡胶履带和两侧高耐磨材料圆盘;履带上的专用提升结构可使工件柔和翻滚,使各表面充分暴露并接受抛丸处理。混有毛刺、氧化皮或型砂的磨料经履带孔排出,再由斗式提升机输送至分离器;分离器去除杂质后,磨料返回储料仓循环使用。





项目案例
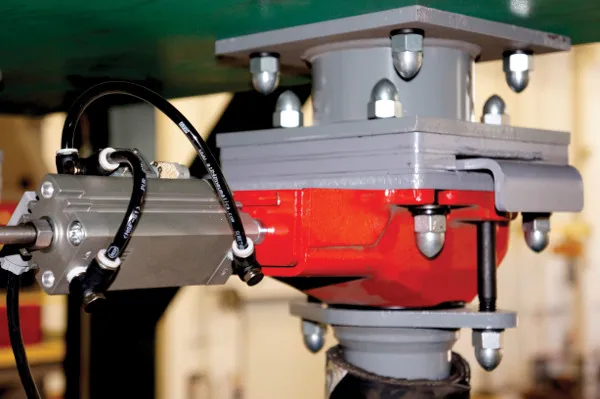
翻转上料机构采用两段式提升动作,先轴向提升料斗,再进行翻转,由侧置液压缸驱动;可根据现场布置从前方或侧方接收料斗,也可按需配置输送带等替代上料装置。设备可通过可调参数控制抛丸节拍和处理强度,满足不同工件批量清理需求。