
- 查看产品
- 喷砂罐
- 喷砂柜
- 喷砂/抛丸房
- 喷砂房地面回收系统
- 过滤器
- 墙面防护
- 斗式提升机
- 照明系统
- 清理系统
- 清理除尘系统
- 料仓系统
- 喷砂房电控系统
- 压缩空气喷砂
- 集装箱式喷砂房
- 自动喷丸强化设备
- 机柜
- 喷嘴运动机构
- 工件输送与夹持
- 校准与验证
- 磨料回收系统
- 双仓喷丸罐
- 闭环控制
- 喷丸设备电控系统
- 喷丸强化代加工服务
- 喷丸强化配件
- 喷丸介质
- 喷丸喷嘴
- 抛丸设备
- 喷砂/抛丸磨料
- 除尘器
- 工业除湿系统
- 压缩空气喷砂
- 吸尘/抽风单元
- 喷砂防护头盔
- 项目案例
- 喷砂抛丸知识 常见喷砂抛丸方式有哪些? 喷丸强化知识 粗糙度与磨料选择: 技术知识 刚玉磨料喷砂
- 管道内壁喷丸强化系统
- 气瓶内壁抛丸机
- 小型筒体内壁喷砂机
- 壳体内壁喷丸强化设备
- 大型钢瓶内壁喷砂系统
- 瓶体内壁喷丸强化机
- 热水器内表面预处理
- 内孔及筒体内壁喷砂机
需要设备选型建议?
- +86 532 88136558
- +86 13589238091
- disa@disachina.com
联系我们
请通过邮箱或联系页提交设备需求,我们会尽快回复。
什么是喷丸强化,它如何工作?
喷丸强化用于预防或延缓疲劳失效,并降低应力腐蚀风险。通过在表层引入残余压应力,喷丸可降低失效风险和维护成本。喷丸也可用于零件成形或校形,此时目标不一定是残余压应力,而是使零件达到目标形状。

喷丸强化如何工作?
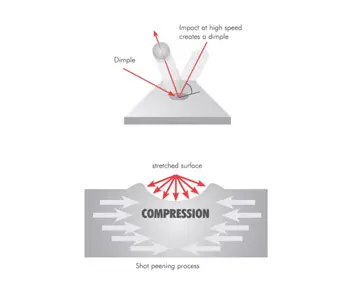
交变拉应力会促发表面或次表面裂纹,拉应力在裂纹处集中并使裂纹快速扩展,直至材料失效。喷丸强化的目标是通过永久残余压应力抑制裂纹。每个丸粒像小锤一样冲击表面,基体材料像砧座一样抵抗变形;表面形成微小凹坑并发生塑性扩展,而芯部材料限制这种扩展。为了形成有效凹坑,丸粒硬度通常应不低于目标表面。
喷丸强化使用小型球形介质,通常称为丸粒,材料可为钢、陶瓷或玻璃。硬质球形颗粒以较高速度冲击表面,典型速度约 30 至 100 m/s(约 108 至 360 km/h)。冲击凹坑使表层发生塑性变形并形成残余压应力层;大量重叠凹坑共同压缩并保护整个表面。
压缩空气喷丸
压缩空气喷丸适合需要精确指向或只覆盖局部区域的应用,也常用于难以接近的几何形状,或同一零件需要不同喷丸强度的工况。它还可用于两个表面同时喷丸,以及低强度喷丸(N 标尺,玻璃或陶瓷介质)。压缩空气喷丸可采用吸入式、重力吸入式和直压式供丸。吸入式可使用多个喷嘴(1 到 24 个或更多),强度较低、耗气量较高,但初始成本较低。重力吸入式将料斗布置在喷枪上方,强度略高。直压式将丸粒储存在压力容器内,可提供最高强度并更高效利用压缩空气,初始成本较高但灵活性最好。




抛丸轮喷丸
抛丸轮喷丸通过叶轮加速丸粒。丸粒经中心料斗进入叶轮,由分丸轮和定向套控制喷射方向,再由叶片加速并从叶片端部抛出形成丸流。部分抛丸轮可反向运行,以改善覆盖范围、提高适应性并延长备件寿命。叶片可采用不同材料,弯曲叶片通常能降低能耗和介质消耗。


磨料回收与循环原则同时适用于压缩空气喷丸和抛丸轮喷丸。由于抛丸轮流量远大于空气喷嘴,分离系统需要匹配更高流量。可将振动筛、螺旋分离器等设备串联使用:振动筛上层去除大颗粒杂质,下层去除小颗粒和破碎丸,中层保留可再用丸粒;多层筛还可区分不同粒度。螺旋分离器用于去除非球形颗粒。抛丸轮设备常用介质包括铸钢丸、调质切丝丸、不锈钢丸和陶瓷丸。
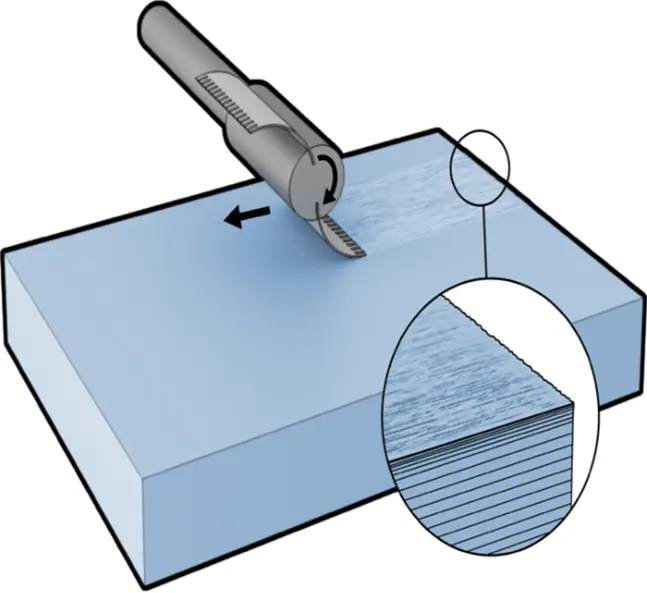
翼片喷丸
翼片喷丸(也称旋转翼片喷丸)是一种便携式喷丸工艺,适合小区域和难以接近区域的局部处理。它常用于飞机和直升机维修场景,可在不拆卸部件的情况下直接对目标区域进行喷丸强化。
翼片喷丸也可用于薄壁航空结构件校形。该方法使用端部嵌有丸粒的 Kevlar 纤维翼片,由气动或电动工具带动翼片旋转,端部丸粒冲击待喷丸或待成形区域。工艺由旋转速度和翼片尺寸共同控制。
应用与行业
通过锤击金属提高硬度和韧性已有很长历史。工业革命后,金属应用范围扩大,提升金属性能的工艺也不断发展。
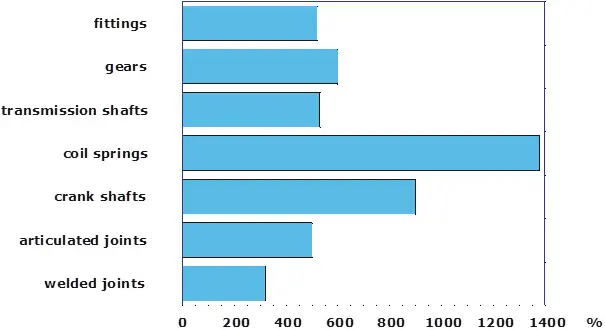
20 世纪上半叶汽车工业发展带来了大量承受循环载荷的零件。出于安全和成本考虑,需要防止这些零件疲劳失效。早期喷丸强化应用之一是气门弹簧;如今发动机、传动系统、底盘和悬架等大量汽车零件都会进行喷丸强化。

20 世纪中期航空工业发展推动零部件在更高性能极限下工作,也提高了避免失效的要求。如今,大量航空零部件会通过喷丸强化提升抗疲劳和抗应力腐蚀能力。
喷丸强化可抵消加工、磨削、焊接、铸造和轧制等制造过程后的拉伸残余应力,也可抵抗弯曲、轴向载荷、扭转载荷、冷热循环、压力波动和应力腐蚀开裂等外部载荷引起的拉应力,从而延长零部件寿命。
喷丸强化与表面处理
喷丸强化是一种表面冷作工艺,不同于以清理或粗化为目的的喷砂预处理。它通过改变表层应力状态来获得功能性提升。
虽然过程会产生一定温升,但喷丸本质上是使表层产生塑性变形的冷作工艺。厚壁零件中,芯部材料限制表层扩展,从而形成残余压应力;薄壁零件中,内部残余应力平衡可能导致整体变形。
需要更多信息?
如需更多信息,请通过电话或邮箱联系迪砂工程团队。
