
- 查看产品
- 喷砂罐
- 喷砂柜
- 喷砂/抛丸房
- 喷砂房地面回收系统
- 过滤器
- 墙面防护
- 斗式提升机
- 照明系统
- 清理系统
- 清理除尘系统
- 料仓系统
- 喷砂房电控系统
- 压缩空气喷砂
- 集装箱式喷砂房
- 自动喷丸强化设备
- 机柜
- 喷嘴运动机构
- 工件输送与夹持
- 校准与验证
- 磨料回收系统
- 双仓喷丸罐
- 闭环控制
- 喷丸设备电控系统
- 喷丸强化代加工服务
- 喷丸强化配件
- 喷丸介质
- 喷丸喷嘴
- 抛丸设备
- 喷砂/抛丸磨料
- 除尘器
- 工业除湿系统
- 压缩空气喷砂
- 吸尘/抽风单元
- 喷砂防护头盔
- 项目案例
- 喷砂抛丸知识 常见喷砂抛丸方式有哪些? 喷丸强化知识 粗糙度与磨料选择: 技术知识 刚玉磨料喷砂
- 管道内壁喷丸强化系统
- 气瓶内壁抛丸机
- 小型筒体内壁喷砂机
- 壳体内壁喷丸强化设备
- 大型钢瓶内壁喷砂系统
- 瓶体内壁喷丸强化机
- 热水器内表面预处理
- 内孔及筒体内壁喷砂机
需要设备选型建议?
- +86 532 88136558
- +86 13589238091
- disa@disachina.com
联系我们
请通过邮箱或联系页提交设备需求,我们会尽快回复。
如何根据目标表面粗糙度选择喷砂磨料?
如果你正在评估喷砂/喷丸项目,或对磨料选择存在疑问,本页可作为初步判断依据。
常见问题包括:真正需要哪种磨料、如何选择合适磨料,以及表面粗糙度与喷砂速度之间有什么关系。
以下内容可帮助你理解关键因素。由于每个工况不同,也可联系 Disa Blasting 工程团队获取针对性建议。
磨料的第一类用途
磨料喷砂是表面处理中的基础工艺,可用于去除锈蚀、氧化皮、旧涂层和污染物,也可用于铸件清理和表面均匀化。铸造后喷砂还常用于改善铸件表面质量和外观一致性。
喷砂的第二类用途
获得正确的表面轮廓是保证零部件寿命的重要步骤。特定粗糙度或锚纹可为湿漆、粉末涂层、金属喷涂等保护层提供机械咬合基础;若预处理不足,涂层附着力可能失效。
如果目标是喷丸强化,关注点则从涂层附着转向结构性能。喷丸通过介质冲击引入残余压应力,从而显著提高零件抗疲劳能力。
应选择哪种粗糙度和磨料?
以下内容说明影响目标粗糙度的主要因素。
喷砂结果主要受 5 个因素影响:磨料、设备、工艺参数、待喷工件,以及包括目标粗糙度在内的明确技术规范。
无论选择哪种磨料,以下因素都很重要。
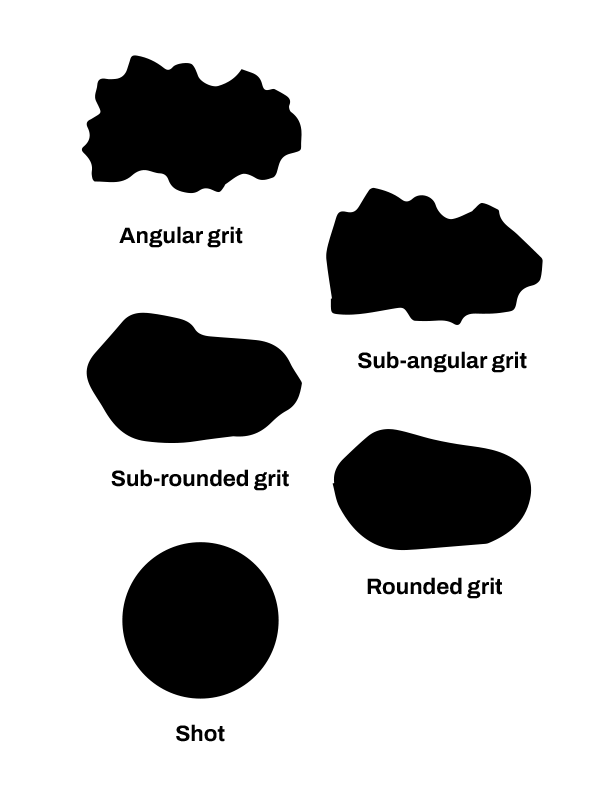
喷砂磨料:形状
磨料几何形状对最终表面轮廓具有决定性影响。磨料形状不仅影响粗糙度,也会影响工件功能表现,包括喷丸强化产生的残余压应力。
要稳定获得目标结果,需要理解常见磨料形状:
棱角砂:边缘尖锐,切削力强,适合深度刻蚀和重清理,典型材料包括碎玻璃和矿渣。
次棱角砂:兼顾切削速度和可控表面质量,常见材料包括刚玉(氧化铝)和部分硬质塑料磨料。
次圆形砂:边缘较钝,可在保持一定切削效率的同时获得更平滑表面。
圆形磨料/丸粒:球形介质适合喷丸强化、轻度除氧化皮和均匀哑光表面处理,常见材料包括铸钢丸和玻璃珠。
有机磨料:核桃壳等材料通常偏次圆形,硬度低于金属或矿物磨料,适合要求保护基材的精细清理和去飞边。
正确选择磨料形状,是获得稳定喷砂和喷丸效果的基础。
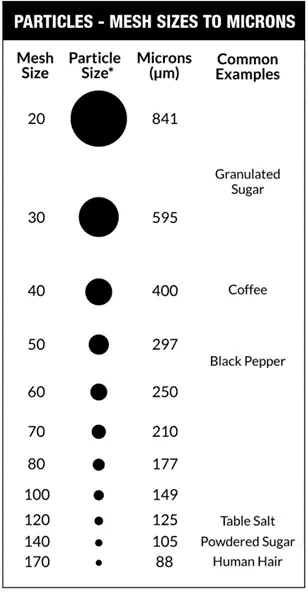
喷砂磨料:粒度
磨料粒度同样决定最终表面粗糙度。常见介质直径约为 0.1 mm 至 1 mm,也常用目数表示,即每平方英寸筛网孔数。
喷砂磨料:硬度
磨料硬度会直接影响切削强度和最终表面轮廓。不同材料硬度决定了可获得的粗糙度范围。
硬度也影响作业清洁度。硬而脆的磨料更容易在冲击中破碎,产生更多粉尘;韧性更高的磨料粉尘更少、寿命更长。
对于钢质介质,形状和硬度可按应用精确匹配。矿物磨料通常用莫氏硬度表示,钢丸和钢砂则常用洛氏硬度 HRC。较低 HRC 通常耐用、粉尘少;较高 HRC 切削力更强,适合去除顽固涂层或氧化皮。
| 喷砂介质 | 莫氏硬度 | 寿命(循环次数) |
|---|---|---|
| 氧化铝(刚玉) | 9 | 15-25 |
| 玻璃 | 5-6 | 1-3 |
| 玻璃珠 | 5-6 | 5-35 |
| 石榴石 | 7,5-8,5 | 2-5 |
| 碳化硅 | 9-9,5 | 25-40 |
| 铜矿渣 | 7 | 1-2 |
| 钢丸 | 8 | |
| 钢砂 | 8 | |
| 塑料磨料 | 3-4 | 8-10 |
| 十字石 | 7-7,5 | |
| 碳酸氢钠 | 2,5 | |
| 核桃壳 | 4 | 4-5 |
| 喷砂介质 | 洛氏硬度(HRC) | 寿命(循环次数) |
|---|---|---|
| 钢砂 GP | 50 | 1600 |
| 钢砂 GL | 55 | 900 |
| 钢砂 GH | 64 | 700 |
| 钢丸 | 49 | 2200 |
| CW 切丝丸 | 44 | |
| CCW/SCCW 切丝丸 | 44 | |
| 铸铁砂 | 57 | 150 |
| CN 不锈钢丸 | 30 | 5000 |
| CG 不锈钢砂 | 58 | > 1000 |
磨料、工件、压缩机与压缩空气消耗
压缩空气喷砂会消耗大量压缩空气,耗气量主要取决于磨料类型和喷嘴直径。下表用于估算不同喷嘴直径下的压缩空气消耗。
| 压缩空气消耗(立方米/分钟) | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| 1 bar | 2 bar | 3 bar | 4 bar | 5 bar | 6 bar | 7 bar | 8 bar | 9 bar | 10 bar | |
| Ø 3 mm | 0,08 | 0,17 | 0,25 | 0,33 | 0,4 | 0,5 | 0,6 | 0,7 | 0,8 | 0,8 |
| Ø 4 mm | 0,15 | 0,3 | 0,4 | 0,6 | 0,7 | 0,9 | 1,0 | 1,2 | 1,3 | 1,5 |
| Ø 4.8 mm | 0,21 | 0,43 | 0,6 | 0,9 | 1,1 | 1,3 | 1,5 | 1,7 | 1,9 | 2,1 |
| Ø 5 mm | 0,23 | 0,5 | 0,7 | 0,9 | 1,2 | 1,4 | 1,6 | 1,9 | 2,1 | 2,3 |
| Ø 6 mm | 0,33 | 0,7 | 1,0 | 1,3 | 1,7 | 2,0 | 2,3 | 2,7 | 3,0 | 3,3 |
| Ø 6.4 mm | 0,38 | 0,8 | 1,1 | 1,5 | 1,9 | 2,3 | 2,7 | 3,0 | 3,4 | 3,8 |
| Ø 7 mm | 0,5 | 0,9 | 1,4 | 1,8 | 2,3 | 2,7 | 3,2 | 3,6 | 4,1 | 4,5 |
| Ø 8 mm | 0,6 | 1,2 | 1,8 | 2,4 | 3,0 | 3,6 | 4,1 | 4,7 | 5,3 | 6,0 |
| Ø 9 mm | 0,8 | 1,5 | 2,2 | 3,0 | 3,7 | 4,5 | 5,2 | 6,0 | 7,0 | 7,0 |
| Ø 9.5 mm | 0,8 | 1,7 | 2,5 | 3,3 | 4,2 | 5,0 | 6,0 | 7,0 | 8,0 | 8,0 |
| Ø 10 mm | 0,9 | 1,9 | 2,8 | 3,7 | 4,6 | 5,5 | 6,0 | 7,0 | 8,0 | 9,0 |
| Ø 11 mm | 1,1 | 2,2 | 3,4 | 4,5 | 5,6 | 7,0 | 8,0 | 9,0 | 10,0 | 11,0 |
| Ø 12 mm | 1,3 | 2,7 | 4,0 | 5,3 | 6,7 | 8,0 | 9,0 | 11,0 | 12,0 | 13,0 |
| Ø 12.7 mm | 1,5 | 3,0 | 4,5 | 6,0 | 7,0 | 9,0 | 10,0 | 12,0 | 13,0 | 15,0 |
| Ø 13 mm | 1,6 | 3,1 | 4,7 | 6,0 | 8,0 | 9,0 | 11,0 | 12,0 | 14,0 | 16,0 |
| Ø 16 mm | 2,4 | 4,7 | 7,1 | 9,0 | 12,0 | 14,0 | 17,0 | 19,0 | 21,0 | 24,0 |
| Ø 19 mm | 3,3 | 6,7 | 10,0 | 13,0 | 17,0 | 20,0 | 23,0 | 27,0 | 30,0 | 33,0 |
磨料回收
确定磨料和工作压力后,下一步是选择合适的磨料回收系统。
回收方案通常分为两类:
• 从料斗直接回收的简化方案;或
• 配置斗式提升机、风选分离器和储料仓的高级方案。
最佳方案取决于具体磨料。例如,刚玉与不锈钢丸的回收要求明显不同。
为了确定最佳配置,需要分析喷砂速度、磨料寿命等关键指标,并通过实际测试验证,确保回收系统和除尘模块具备较高效率和长期可靠性。
从磨料选择到喷砂柜除尘系统
有效的除尘/抽风系统需要精确平衡。如果设计或调试不当,往往会成为运行问题的主要来源。
风量过低(常见原因是管道尺寸不足)会导致管路被磨料或粉尘堵塞,造成停机。相反,风量过大或迷宫密封设计不当,又可能吸走昂贵磨料。换气不足还会降低喷砂柜内可视性,影响有效作业。
部件选型同样关键:过滤材料不合适会快速堵塞,过滤面积不足会造成粉尘排放高和滤筒过早失效;风机选型不当会增加能耗、产生过高噪声或触发热保护。过度保守的设计也可能导致系统过于复杂、成本过高。